13906808801
zshf@zshf.cn
旧机筒翻新修复方法:
一、机筒内孔研磨至一个新尺寸,再进行氮化处理,螺杆螺纹表面喷涂高耐磨合金(镍),再精磨至与新尺寸配合。
二、磨损特别大的,用镶套的方法使机筒达到原装机筒尺寸,加工方法:机筒铰孔,内孔直径加大12-14mm,再将淬火的硬质合金套放进机筒内(合金套单边厚度6-7mm),硬度:55-60度,然后内孔精磨到原装尺寸,螺杆喷涂合金后精磨到原装尺寸。
上一条: 注塑机螺杆料筒
下一条: 注塑机螺杆料筒
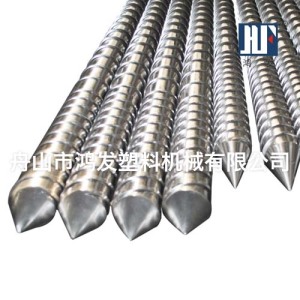
鞋机螺杆料筒
注塑机喷嘴
注塑机筒螺杆
精密注塑机螺杆
鞋机机筒螺杆